Tot 2015 was de productieafdeling van liftenproducent Mitsubishi Electric in Veenendaal niet veel meer dan ‘een veredelde smederij’, zoals hoofd productie Aart van Ginkel het zelf zegt. Bij een productie van 160 á 180 liften per jaar was dat niet problematisch, maar de komende vijf jaar moet de output groeien naar 1100 liften per jaar. Daarvoor moet er wel wat veranderen. Mitsubishi Electric is een mooi voorbeeld van een traditionele werkplaats die in enkele jaren tijd de digitalisering heeft omarmd, daar direct de vruchten van plukt en nu steeds verder gaat.
Tot 2015 was de productieafdeling van liftenproducent Mitsubishi Electric in Veenendaal niet veel meer dan ‘een veredelde smederij’, zoals hoofd productie Aart van Ginkel het zelf zegt. Bij een productie van 160 á 180 liften per jaar was dat niet problematisch, maar de komende vijf jaar moet de output groeien naar 1100 liften per jaar. Daarvoor moet er wel wat veranderen. Mitsubishi Electric is een mooi voorbeeld van een traditionele werkplaats die in enkele jaren tijd de digitalisering heeft omarmd, daar direct de vruchten van plukt en nu steeds verder gaat.
Door de video te laden, gaat u akkoord met het privacybeleid van YouTube.
Meer informatie

Ronald Potter van WiCAM Benelux (links) en hoofd productie Aart van Ginkel van liftenproducent Mitsubishi Electric. WiCAM heeft een systeem opgezet waarbij stickers met QR-codes een belangrijke rol spelen. De software genereert uit 3D CAD-modellen automatisch plaatuitslagen, die eveneens automatisch worden genest.
Het is een mooie kans, die de Veenendaalse vestiging krijgt van het Japanse moederconcern, dat zo’n 75.000 liften per jaar bouwt. Specifiek voor de Europese markt is een nieuwe lift ontworpen, die in Veenendaal wordt geproduceerd. Om er jaarlijks 1100 te kunnen maken, is deze lift zodanig ontworpen dat hij efficiënt kan worden geproduceerd. “Het doel was om geen las- en spuitwerk meer te hoeven doen en dat gaat voor 95 procent lukken”, aldus Van Ginkel. “Al het plaatwerk – we gebruiken RVS en thermisch verzinkte platen – is binnen de standaard lengte van 3 meter gebleven. De hoofdmoot wordt lasersnijden, kanten en assembleren.”
Uitbreiding productieruimte
Maar naast het efficiënte ontwerp moet er nog wel meer gebeuren voor die enorme productieverhoging. De productievloer is daarom uitgebreid met het pand dat van de buurman kon worden overgenomen. Hier zijn alle logistieke handelingen en het magazijn naar toe verhuisd, waardoor de oude productieruimte opnieuw kon worden ingericht: een deel voor draaien, frezen en lassen en een deel voor plaatwerk en assemblage. Een nieuw aangelegde corridor verbindt deze ruimte met het magazijn en de testtoren.
Opgeruimde werkvloer
De productieruimte van nu herinnert in niets meer aan die veredelde smederij van 2015. In dat jaar begon de metamorfose, toen Van Ginkel bij een ander productiebedrijf kennis maakte met 5S. De afdeling productie bij Mitsubishi Electric heeft dat overgenomen met als resultaat een opgeruimde en goed ingerichte werkvloer. “We hebben veel rommel weggegooid, smileys
en vaste formuliertjes ingevoerd, alle afdelingen kleuren gegeven en zijn gaan werken met strakke onderlinge afspraken. Dat werkte en iedereen was het over eens dat het daar niet bij moest blijven: de werkvloer op orde en het proces een rommeltje, dat kan niet. Ook dat moest op orde komen om echt overzicht te krijgen. Vervolgens zouden we dat dan digitaal kunnen doen. “De theorie was dat als we niet meer zouden slepen met tekeningen en alles op het juiste
moment bij de hand zouden hebben, het mogelijk moest zijn om de gevraagde 1000 liften per jaar te kunnen maken.”
App voor muurkoppen
In 2016 begon op dat gebied van alles te spelen. De inspiratie hiervoor vond Van Ginkel samen met een collega op de Euroblech in Hannover, waar hij bij een exposant een App zag voor het aansturen van een zwenkbuigmachine. Hij vertaalde dit direct naar de liftenpraktijk. Bij het monteren van een lift op de bouw zijn namelijk zogeheten muurkoppen nodig, oftewel een afwerkkozijn dat de lifttoegang verbindt met de muur. Dit zijn producten die je niet van tevoren kunt ontwikkelen. De maten moeten exact ter plekke worden opgemeten en pas daarna kunnen de muurkoppen worden geproduceerd. Dat gaat over verschillende afdelingen en het neemt meerdere dagen in beslag, terwijl je ze eigenlijk direct wilt hebben. “Mijn gedachte was: hoe mooi zou het zijn als ze op de bouw de muurkoppen mobiel inmeten en de gegevens via een App zo bij ons in de machine kunnen laden. Zo kun je de gebruikelijke levertijd van 5-7 dagen sterk reduceren. Het gaat er van komen dat een muurkop die voor 15.00 uur wordt besteld, de volgende dag om 16.00 klaar ligt.” Zo ver is het nog niet, maar er zijn al wel grote stappen gezet. Dat appje is er inmiddels, dankzij het ingezette digitaliseringstraject. Een belangrijke partner daarbij is WiCAM, leverancier van high-end CAD/CAM- en nestingsoftware voor geautomatiseerde 2D en 2.5D CNC-bewerking, die zich specifiek richt op de calculatie en de werkvoorbereiding.

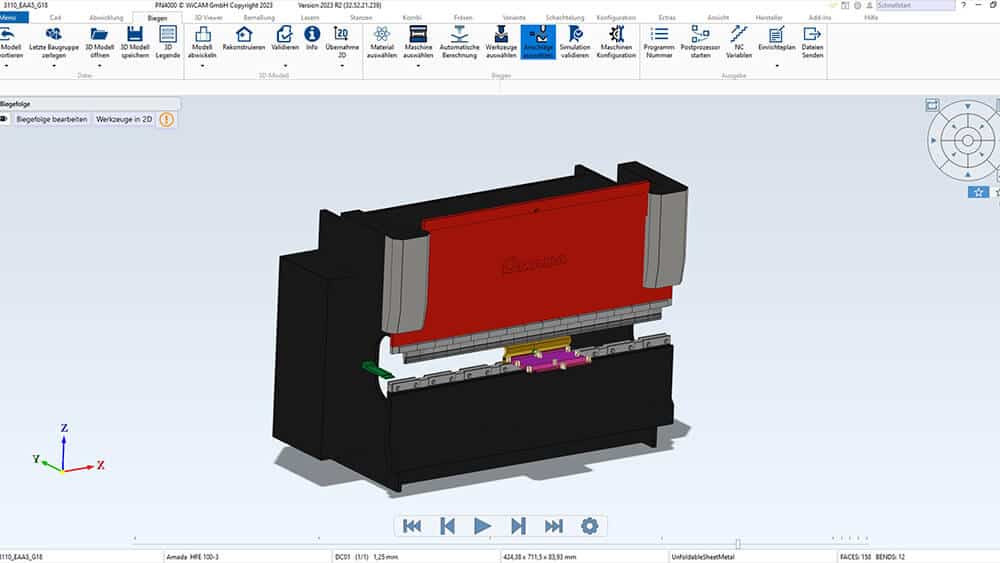
Moet de plaatuitslag naar de kantbank dan pakt operator hem daar op, scant de QRcode en kan buigen: de kantbank is dan automatisch geprogrammeerd en ingesteld voor dat deel.
Stickers met QR-codes
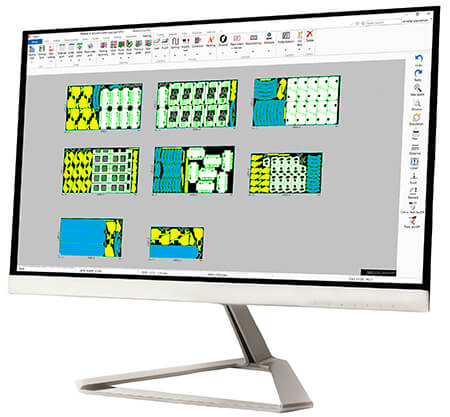
WiCAM heeft bij Mitsubishi Electric een systeem opgezet waarbij stickers met QR-codes een belangrijke rol spelen. De software genereert uit 3D CAD-modellen automatisch plaatuitslagen, die eveneens automatisch worden genest. Als deze onderdelen zijn gesneden raapt de operator bij de lasersnijmachine deze handmatig uit en voorziet ze van een sticker. Hij ziet daarbij op een groot beeldscherm een overzicht van de nesting met de vormen van alle plaatdelen, zodat hij niet verkeerd kan plakken. Hij kan voor elk onderdeel een sticker met QR-code uitdraaien, deze op de plaatdelen plakken en de bewerking gereed melden. De QR-code maakt de plaatdelen slim. Hieronder zit alle noodzakelijke data, ze vormen de link tussen de productorderinformatie en het artikel. Het systeem werkt met kleuren zodat duidelijk is tot welke order delen behoren of welke navolgende bewerking er moet volgen. Moet de plaatuitslag naar de kantbank dan pakt operator hem daar op, scant de QR-code en kan buigen: de kantbank is dan automatisch geprogrammeerd en ingesteld voor dat deel.
Energie om verder te gaan
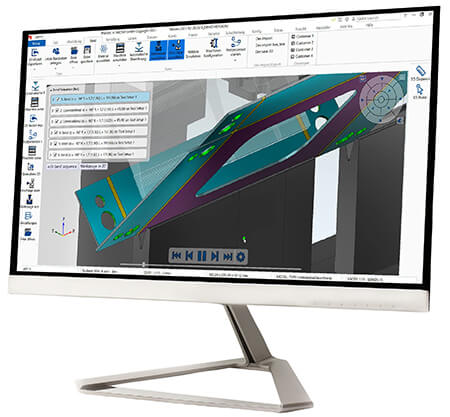
“Uit het 3D CAD model worden direct NC codes voor de productie gegenereerd. Voorheen gebeurde dat onder enorme tijdsdruk op verschillende afdelingen. Het voordeel dat dit oplevert gaf ons de energie om verder te gaan op het pad van automatisering”, zegt Van Ginkel. Daarbij zijn verschillende partijen betrokken: Mitsubishi Electric zelf uiteraard, maar ook machineleverancier LVD, appbouwer Togetr, de partij voor CAD en parameterisering en WiCAM. “Het partnerschap met WiCAM spreekt mij aan. Samen werken we aan verbeteringen. We hadden diverse verbeterborden op de werkvloer staan en bij mij op kantoor een verbeterbord software. We stelden ons vragen als: wie zijn er nodig om een probleem op te lossen, wanneer kan dat, hoeveel tijd kost het, wat kost het als we het zouden willen en is het werkelijk nuttig? Soms was er strijd, maar dat is niet erg: wrijving geeft tenslotte glans. Samen iets doen is geven en nemen en uiteindelijk levert het veel op.”

Mitsubishi Electric in Veenendaal gaat binnen 5 jaar groeien naar een productie van 500 liften per jaar.
Mitsubishi Electric is nu in staat papierloos te produceren op de lasersnijmachine en kantbanken. Papierloos werken is in de praktijk best een ding, aldus Van Ginkel: “Vroeger stond echt alles op één tekening, voor de tekenaar, de zaagafdeling, de plaatbewerker en de assemblage. Iedereen had altijd overzicht en het is best lastig om dat los te laten. Maar je moet het vertrouwen hebben dat het systeem op de achtergrond alles bij houdt. Uiteindelijk komt alles dan bij elkaar en hebben we een lift.” Het digitaliseren en automatiseren houdt niet op. “We hebben geen reuze machinepark maar wel een leuk proces, waarmee de basis voor snijden en kanten is gelegd. Dat staat goed, nu gaan we verder. We gaan dit doortrekken in het shopfloorsysteem, het nieuwe ERP-systeem Isah en de assemblage, waar we al werken met digitale werkinstructies. Ook daarmee gaan we de verbinding maken. Ik kan me ook voorstellen dat we op den duur automatisering op de laser krijgen, wellicht met een uitsorteersysteem. En AGV’s die gaan rijden van de productie door de corridor naar het magazijn. De structuren zijn opgebouwd en werken, nu dat voor elkaar is, kunnen we makkelijk opschalen.”
WiCAM Benelux B.V.
Rijnstraat 495C
5215 EJ ‘s-Hertogenbosch
Nederland
Telefoon: +31 880215500
E-Mail: benelux@wicam.com